| Feature | HALT | HASS |
|---|
| Stage | R&D | Production |
| Purpose | Find design limits | Screen defects |
| Stress Level | Extreme | Controlled |
| Goal | Improve design | Ensure quality |
HALT vs Thermal Cycling:
| Feature | HALT/HASS | Thermal Cycling |
|---|
| Stress Type | Combined (Temp + Vibration) | Temperature only |
| Speed | Ultra-fast | Moderate |
| Application | Design validation | Reliability testing |
Why Choose TestEQHALT/HASS Chambers:
TestEQ designs HALT/HASS systems for engineering teams requiring repeatable temperature and vibration performance.
Focus on high-end environmental reliability testing equipment
Independently develop thermal balance and vibration coupling technology
Stable operation in extreme testing environments
Rich experience in aerospace / automotive / semiconductor projects
Support complex customized testing solutions
Optional Configurations:
Extended vibration range (up to 70 Grms)
Liquid nitrogen cooling (LN₂ boost)
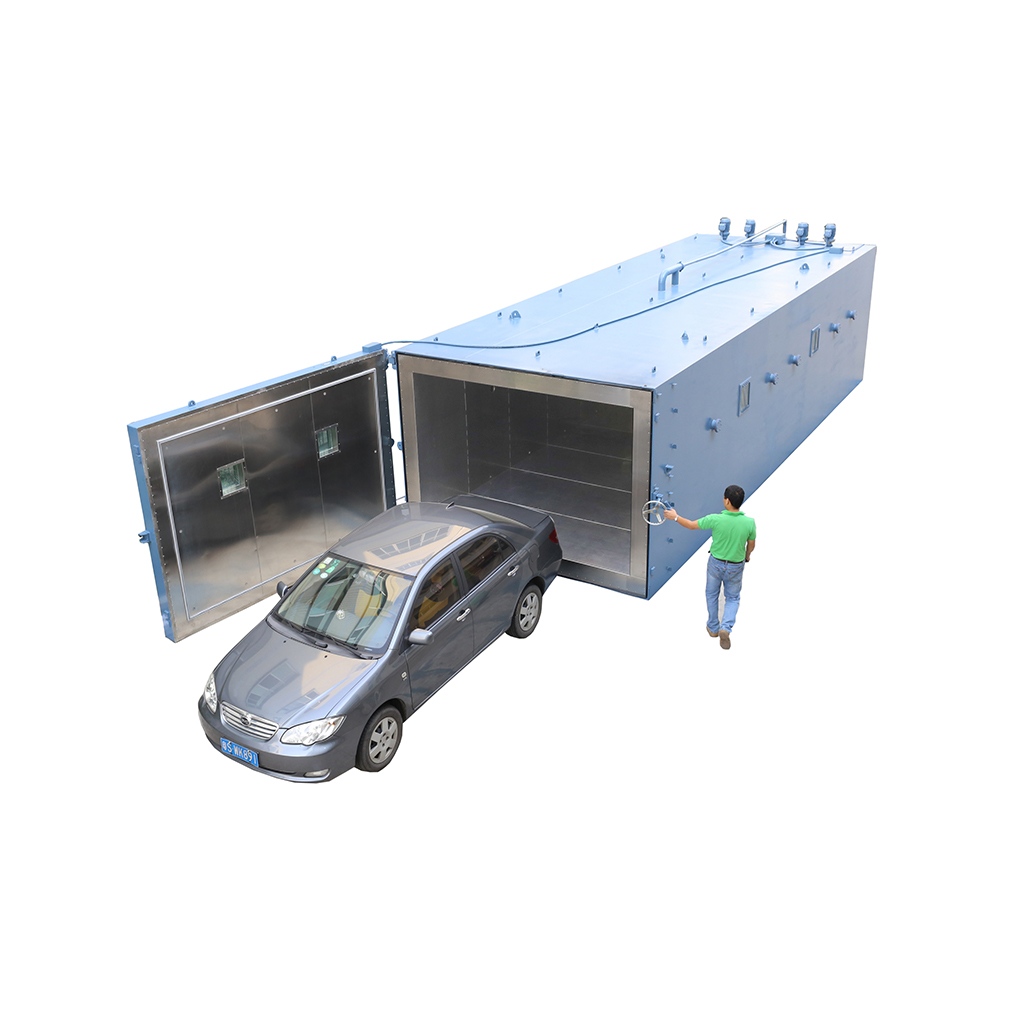
Large-volume HALT chambers
Remote monitoring & IoT integration
Custom fixtures for DUT mounting
Testing Standards:
1. Military Standards (MIL-STD)
MIL-STD-810
MIL-STD-883
MIL-STD-202
MIL-STD-750
2. Aerospace & Satellite Standards
RTCA DO-160
NASA GSFC-STD-7000
ECSS-Q-ST-30 (European Cooperation for Space Standardization)
AIAA S-114
3. Automotive Industry Standards
IEC 60068 (International Electrotechnical Commission)
ISO 16750
SAE J1211
4. Electronics Industry Standards
IPC-9592
JEDEC JESD22
IEC 60749
5. General International Standards
IEC 60068-3-1
IEEE 1624
FAQ:
1.What is HALT testing?
HALT (Highly Accelerated Life Testing) is a method used to expose products to extreme stress conditions to identify design weaknesses.
2.What is HASS testing?
HASS (Highly Accelerated Stress Screening) is used in manufacturing to screen out defective products before shipment.
3.What is the difference between HALT and HASS?
HALT is used during product development, while HASS is used during production screening.
4.Why combine temperature and vibration?
Because real-world failures are caused by multiple stresses acting together, not individually.
5.What industries use HALT HASS chambers?
Aerospace, automotive, semiconductor, telecom, and electronics industries.
6.What products are suitable for HALT testing?
HALT (Highly Accelerated Life Testing) is widely used for products that require high reliability under extreme environmental conditions. Typical applications include automotive ECUs, battery management systems (BMS), aerospace avionics, industrial control systems, communication equipment, medical devices, semiconductor electronics, and consumer electronics. HALT helps engineering teams identify latent design weaknesses before products enter mass production.
7.Can HALT replace traditional environmental testing?
No. HALT is not intended to replace traditional environmental qualification testing. Instead, it complements conventional testing by exposing products to extreme temperature changes and multi-axis vibration beyond normal operating limits. After design improvements identified during HALT, products should still undergo qualification testing according to standards such as IEC 60068, MIL-STD-810, or JESD22.
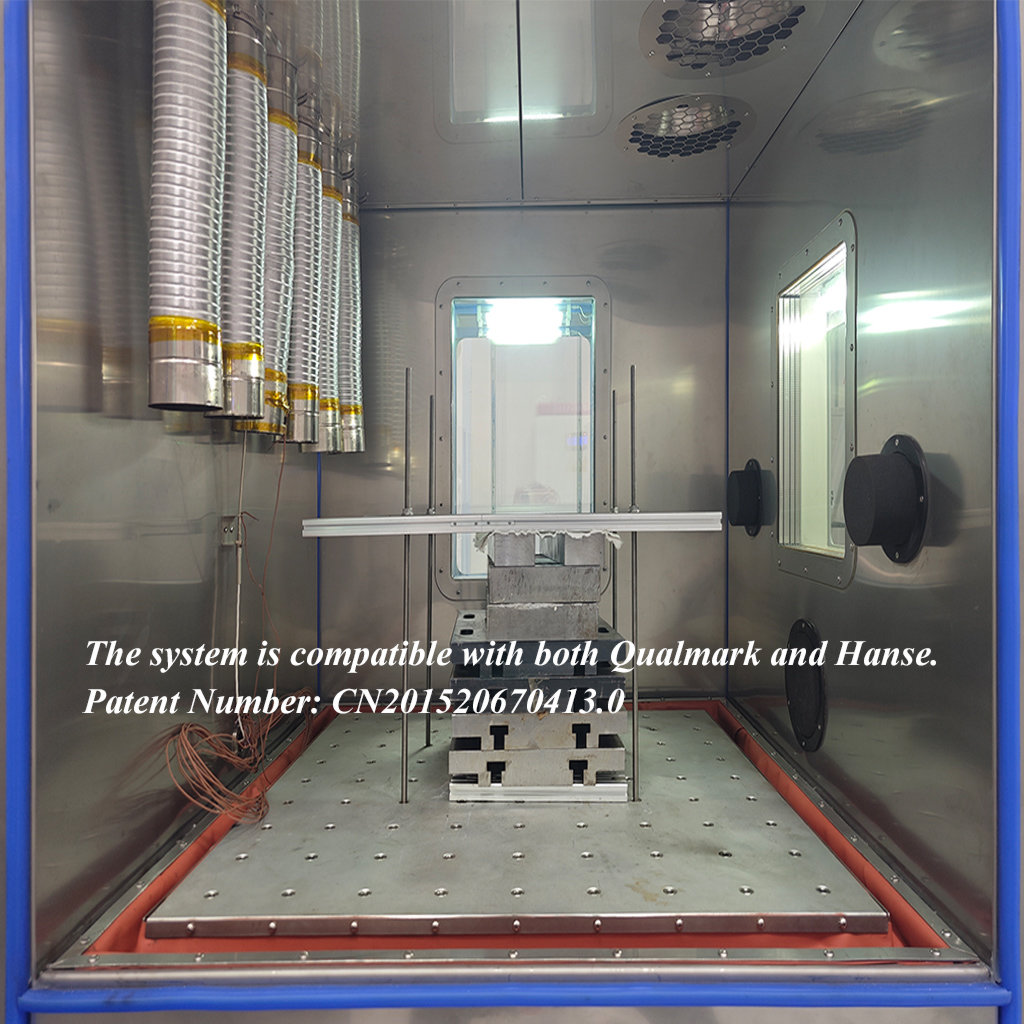
8.How is vibration generated in a HALT chamber?
A HALT chamber typically generates vibration using a six-degree-of-freedom (6-DOF) pneumatic repetitive shock table. Unlike conventional electrodynamic shakers, this system delivers broadband random vibration across multiple axes simultaneously, enabling engineers to reveal structural weaknesses, solder joint failures, loose connections, and other hidden defects more efficiently.
9.What temperature ramp rate is recommended for HALT testing?
The recommended temperature ramp rate depends on the product under test and the objectives of the evaluation. Most HALT procedures use rapid temperature transitions between 30°C/min and 70°C/min, while highly customized systems may achieve even higher ramp rates. The goal is to accelerate failure mechanisms without introducing unrealistic stresses unrelated to actual product performance.
Internal Linking Module
Recommended Equipment for HALT & HASS Reliability Testing
Designed for production-level environmental stress screening (ESS), helping manufacturers detect latent defects before products reach the market.
Provides rapid transfer between extreme hot and cold temperatures to evaluate material durability and thermal fatigue resistance.
Recommended Standards for HALT & HASS Testing
Explore the fundamental principles, testing procedures, and industry best practices for implementing effective HALT and HASS reliability programs.
Learn the international testing requirements for thermal shock evaluation, including test methods, procedures, and compliance guidance.
Recommended Technical Resources for HALT & HASS
Compare the objectives, testing methods, and applications of HALT and HASS to choose the most appropriate reliability testing strategy.
Discover how Highly Accelerated Life Testing helps identify design weaknesses early, shorten development cycles, and improve product reliability.